1.
DEFINISI
GERGAJI BESI
Gergaji besi digunakan dalamkerja-kerja
kejuruteraan untuk memotong logam dan lain-lain kerja yang sesuai seperti
paipkeluli lembut, paip PVC dan lain-lain lagi.
1.1
Bahagian-bahagian gergaji besi :-
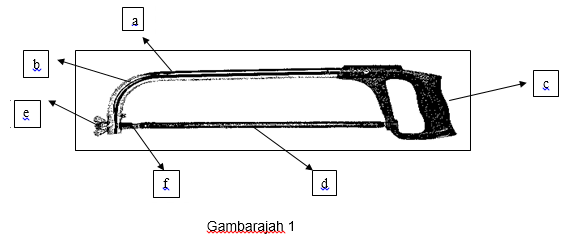
A –
Sendi boleh laras
B –
Bingkai
C –
Hulu
D –
Mata gergaji
E –
Nat kepak
F –
Skru renggang
1.
Jenis-jenis
gergaji besi.
Gergaji
besi ada pelbagai bentuk diluar pada zaman kini. Oleh yang berikut gergaji
tangan terbahagi kepada dua jenis, iaitu :-
A.
Bingkai
tetap

Gambarajah 1
A.
Bingkai
boleh laras

Gambarajah 2
I.
Diperbuat
daripada besi keluli lembut.
II.
Digunakan
untuk pelbagai jenis mata (blade) kerana bingkainya boleh laras mengikut saiz
panjang blade.
- Bingkai tetap
I.
Diperbuat
daripada besi keluli lembut.
II.
Hanya
digunakan untuk satu saiz mata (blade)
sahaja.
III.
Penentuan
mata gergaji/saiz
IV.
Pemilihan
bilah/mata gergaji berdasarkan ciri-ciri berikut :-
V.
Panjang (250mm – 300mm)
VI.
Lebar (13mm-16mm)
VII.
Tebal (0.03mm –
0.80)
VIII.
Pitch
atau gigi dalm seinci (TPI – Tech per
inch)
IX.
Panjang
mata gergaji diukur dari jarak antara pusat lubang pada setiap lubangnya. Bentuk mata gergaji yang terbuka sedikit dan
berselang seli kekiri dan kekanan adalah untuk memudahkan habuk besi keluar dan
mengelakkan mata daripada tersepit pada bendakerja
X.
Jadual
dibawah adalah panduan am bagi memilih
saiz mata gergaji yang disesuaikan mengikut jenis bahan atau logam.
Bahan
|
Bilangan gigi mata gergaji setiap 25.4mm
|
|
Keluli lembut
|
18
|
|
Besi tuang dan besi alat
|
18
|
|
Loyang, tembaga dan besi
paip
|
22
|
|
Loyang nipis (kurang
daripada 3mm tebal)
|
32
|
I.
Mata
gergaji adalah diperbuat daripada keluli berkarbon tinggi dan keluli aloi
tungsten.Gergaji besi terdiri daripada dua jenis iaitu all hard blade dan
flexible blade.
II.
All
hard blade diperbuat dari keluli tahan lasak(high speed steel) dan digunakan
untuk memotong logam-logam keras seperti keluli alloy.
III.
Flexible
blade(boleh lentur) adalah baik digunakan untuk memotong dicelah yang sukar dan
sempit pada bendakerja. Ia juga sesuai
digunakan oleh pekerja-pekerja yang kurang mahir mengendalikannya bagi
mengelakkan bilah mata gergaji patah.
1. Cara –cara memasang mata gergaji
i.
Pastikan bingkai gergaji besi
sama dengan panjang mata gergaji.
ii.
Pastikan
bilangan gigi mata gergaji bersesuaian dengan bahan yang hendak dipotong.
iii.
Pastikan
kecondongan gigi mata gergaji menghala kehadapan dari hulunya.
iv.
Pasangkan
mata gergaji pada sekru reggang.
v.
Kuncikan
nat kepak sehingga mata gergaji tegang, tetapi tidak terlalu tegang. Jika terlalu tegang, mata gergaji mudah patah
sewaktu memotong.
1.1 Cara menggergaji.
I.
Pastikan bendakerja dicengkam
dengan kuat oleh ragum.
- Pastikan bahagian yang hendak
dipotong itu berada paling hampir dengan ragum.
- Pegang gergaji dengan cara yang
betul. Sebelah tangan memegang pada
hulu gergaji, sebelah tangan lagi memegang pada hujung bingkai
- Semasa memotong, daya memotong diperlukan semasa menyorong gergaji kehadapan. Ini kerana gigi gergaji memotong bahan yang digergaji ketika gergaji disorong kehadapan. Tetapi semasa gergaji ditarik kebelakang, kurangkan tekanannya. Pada masa ini gigi mata gergaji tidak memotong bahan tersebut.
Sebab-sebab mata gergaji patah
Mata gegaji
merupakan bahan yang lembut dan sekiranya disalahgunakan pasti akan menimbulkan
kesan kepada mata oleh yang berikut merupakan sebab- sebab mata gergaji patah:
a) Mata gergaji diikat terlalu ketat atau
terlalu longgar.
b) Kedudukan bendakerja yang tidak teguh.
c) Tekanan terlalu kuat semasa memotong.
d) Saiz mata yang tidak sesuai dengan
bendakerja yang hendak dipotong.















